


Solutions
Diagnostic-Informed FMECA Assessments
A couple of the design assessments typically performed by Reliability Engineering is the Failure Modes and Effects Analysis, or “FMEA” and the Failure Modes Effects and Criticality Analysis, or “FMECA”. The material difference between the two analyses is that the FMECA assessment includes the defining of the “criticality” or “severity” of the failure modes in time to provide feedback for improving the design. While this is just a very basic introduction to these analyses, the important point to realize is that the performing of a FMEA or a FMECA can be rather extensive for large or complex designs.
As a “fixed” assessment product, the traditional FMECA can share data for other design activities, but once the design is fielded, its continued relevance in terms of diagnostic or reliability-relevant accuracy is divergent and its ongoing value is greatly reduced over time.
MIL-STD 2169A (1977):
“Procedures for Performing a Failure Mode, Effects and Criticality Analysis”
MIL-STD 2169A (1977) states,
“The failure mode, effects, and criticality analysis (FMECA) is an essential function in design, from concept through development. To be effective, the FMECA must be iterative to correspond with the nature of the design process itself. The extent of effort and sophistication of approach used in the FMCA will be dependent upon the nature and requirements of the individual program. This makes it necessary to tailor the requirements for an FMECA to each individual program. Tailoring requires that, regardless of the degree of sophistication, the FMECA must contribute meaningfully to program decision. A properly performed F’MECA is invaluable to those who are responsible for making program decisions regarding the feasibility and adequacy of a design approach.
The usefulness of the FMECA as a design tool and in the decision making process is dependent upon the effectiveness with which problem information is communicated for early design attention. Probably the greatest criticism of the FMECA has been its limited use in improving designs. The chief causes for this have been untimeliness and the isolated performance of the FMECA without adequate inputs to the design process. Timeliness is perhaps the most important factor in differentiating between effective and ineffective implementation of the FMECA.
While the objective of an FMECA is to identify all modes of failure within a system design, its first purpose is the early identification of all catastrophic and critical failure possibilities so they can be eliminated or minimized through design correction at the earliest possible time. Therefore, the FMECA should be initiated as soon as preliminary design information is available at the higher system levels and extended to the lower levels as more information becomes available on the items in question.
Although the FMECA is an essential reliability task, it also provides information for other purposes. The use of the FMECA is called for in maintainability, safety analysis, survivability and vulnerability, logistics support analysis, maintenance plan analysis, and for failure detection and isolation subsystem design. This coincident use must be a consideration in planning the FMCA effort to prevent the proliferation of requirements and the duplication of efforts within the same contractual program”.
Examining the Traditional FMECA
In revisiting the FMECA assessment product, it has been traditionally considered to be the best analysis tool for assessing the effects of critical failures on a design or the fielded system. While the FMECA is an excellent tool for many reliability assessment applications, let’s not bring it off its home turf and use it arbitrarily as a “Diagnostic Assessment or Diagnostic Implementation Tool” simply because we’ve misused it to circumvent diagnostics engineering in past efforts. While the FMECA is able to “identify” what “needs to be detected”, it is unable to analytically specify “what can actually be detected” at the Integrated Systems’ Level, as based upon the diagnostic integrity of the Integrated System.
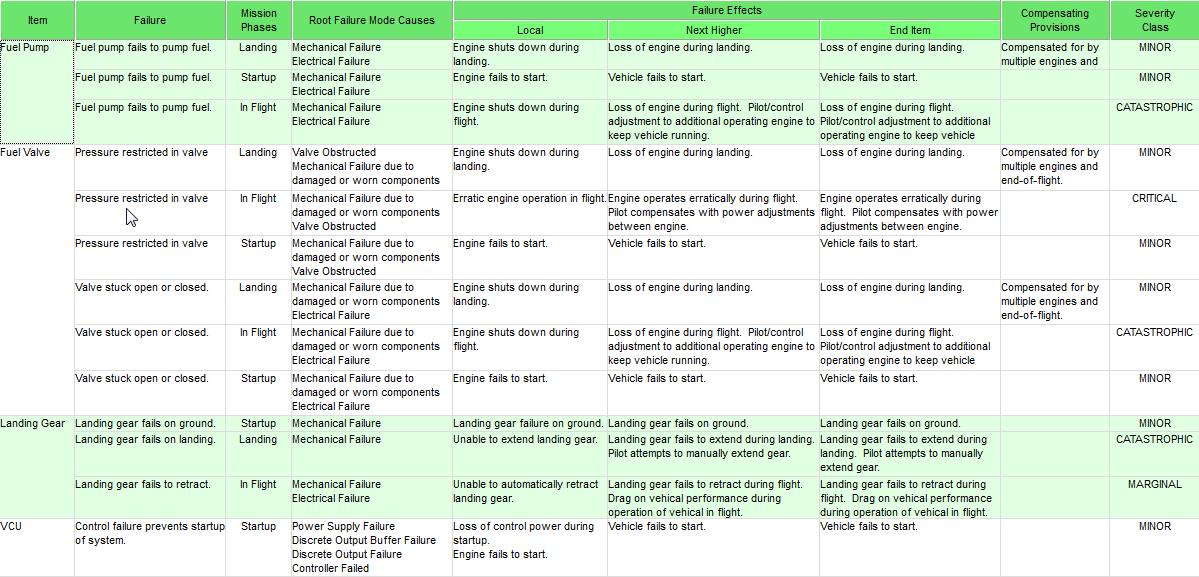
The “standard” or traditional FMECA provides a facility to identify the detection capability of a listed failure mode along with its severity class and the associated describing of any compensating provisions to address a method to mitigate the severity of the failure mode(s).
Test & Fault Coverage Constraints
Fault Isolation assessment or implementation is not a core competency of the traditional FMECA or any other Reliability assessment product. Due diligence in performing any Fault Isolation analysis must consider additional diagnostic design detail consisting of, but not limited to, (current design & prospective) Fault Group constituencies, (BIT) Test Coverage (i.e. including sensor coverage(s) per state-controlled dependencies) and any interrelated Test Coverage “Interference” constraining the effectiveness of interpreting status regarding any failure(s) detected or otherwise, presumed to be detected. Traditional FMECA’s also become increasingly vague when employed to assess Fault Detection or Fault Isolation in the consideration of operational states, hybrid (functional and failure), and/or multiple failures diagnostic scenarios.
When an example fielded system design is used that characterizes a failure being detected (by IBIT, CBIT, any BIT, else any other method whatsoever), then we need to know about the certainties of the fielded designs’ “Test Coverage”. This is a significant challenge to represent effectively in the “standard” or traditional FMECA.
When Diagnostic Engineering is an integral player in design development, any FMECA can be greatly enriched to “automatically” and consistently include many other additional data artifacts, such as FI, Fault Group (FG), FG Constituency, “Unique Isolation” (ability to isolate between functions on any lower level component, etc.), Fault Signature (grouping of failure effects to BIT codes), etc. But until then, the FMECA is merely a Failure Modes, Effects and Criticality “Assessment” tool.
The FMECA and its Ability to Reuse and Repurpose Data
Traditional FMECA’s are “standard” yet “not standard” Any particular designer or organization may specify the FMECA tool layout or environment, but the FMECA assessment product seems to remain as best structured by its independent creator. The basic core data column identifiers seem to remain sufficiently similar, but the column-headers may be transposed or the data may be keying off of program-specific labeling structures. However, for the most part, it is expected that the data is mostly complete and accurate in these FMECA’s.
Without ISDD and the eXpress FMECA Plus, the data artifacts contained within the FMECA assessment product have no interdependent interrelation to any other (adjacent) cell in the traditional, “fixed” FMECA product paradigm. But the data contained in any FMECA (or any other interdisciplinary design assessment product) can be (re)used (imported) into the advanced Integrated Systems Diagnostic Design (ISDD) to enable “agile” interdisciplinary design assessment product cross-validation (FD/FI, FMECA, FTA, etc.) turn-key outputs from the captured (and evolving) ISDD.
Since the investment of time and money into the development of a FMECA analysis can be a substantial design development cost driver, it is an area that needs to be examined for effectiveness. The term, “effectiveness” in the context of this examination, shall mean the ability for the assessment product to be accurate, updatable, affordable, reusable and “repurposeable”.
Integration of FMECA’s for Larger or Complex Designs
While the expectation of the “fitness” of the data contained in the traditional FMECA is expected to be fairly straight forward for individual designs, it has some unrelenting challenges when the designs and their specific FMECA’s are integrated into, and along with, other designs into a much larger and more complex integrated systems structure. This is where the FMECA’s can begin to swim in a pool of data without instituting a much stricter data vetting and integration process.
Integration of FMECA’s for Larger or Complex Designs
While the expectation of the “fitness” of the data contained in the traditional FMECA is expected to be fairly straight forward for individual designs, it has some unrelenting challenges when the designs and their specific FMECA’s are integrated into, and along with, other designs into a much larger and more complex integrated systems structure. This is where the FMECA’s can begin to swim in a pool of data without instituting a much stricter data vetting and integration process.
“Agile” FMECA’s are Generated as an “Output from the Diagnostic Knowledgebase”
While any traditional FMECA will identify the existence of possible critical failures and provide a claim that such failures may or may not be detectable, those FMECA assessments are still not capable of being cognizant of any “Fault Groups” that may ultimately contain the component with the root failure.
Any traditional Design for Testability (DFT) or FMECA assessment product are unable to provide effective support for the diagnostic implications as described within any traditional FMECA. This is the consequence of establishing FMECA’s abstractly and “assigned to” the design’s functional and failure interdependencies.
Contrarily, and to ensure any valuable association among the data contained in either assessment product, the FMECA and the DFT assessments would need to be generated as an output, not from just the same database – but from the same “knowledgebase”. Until these assessment products are derived from the same knowledgebase, the association will be independent, loose, inconsistent, and require excessive reliance on costly domain and discipline expertise.
In DSI’s ISDD, the Diagnostic capability of any design would be discovered. This diagnostic capability is the knowledge of which failures can be detected and/or isolated (FD/FI) by the test coverage capability in any specific design piece, or with the consideration of any other integrated design(s). In this manner, eXpress and ISDD provide a means to derive the validation of the FMECA data through the use of an eXpress Diagnostic and FMECA “Study”.
Independently-Created FMECAs Retain Design Data Independence
When the FMECA and any other design assessment product are derived independently, neither assessment product is sufficiently able to consider the association with the other assessment. Such traditional FMECA and DFT assessment products are unable to “cross-validate” the other assessment data where assumptions infer such data association. As a fundamental consequence, their level of diagnostic relevance is unable to validated.
Avoidable Sustainment Costs
When traditional design development processes forego the opportunity to cross-validate any interdisciplinary assessment products, the diagnostic consequences will be revealed in the sustainment lifecycle, and unnecessarily as “First Failures” at less convenient or critical points in time. As such, sustainment costs will forever need to incur the burden of lost opportunity costs when the “design for sustainment life-cycle” could have been avoided very easily during the “design development life-cycle”.
Furthermore, continued losses in opportunity costs are realized in the sustainment life-cycle simply because the fielded design is devoid of even establishing its inherent “diagnostic integrity” baseline. This baseline provides an assessment of the diagnostic capability of the design given the constraints of the integrated designs and the “net” test coverage of any interdependent sensor or test access point in any given sustainment paradigm.
eXpress FMECA Plus
The FMECA Plus capability in eXpress transcends customary disciplinary barriers, allowing engineers and analysts in different areas of design to integrate the results of their respective efforts. The flexibility of the FMECA Plus engine not only fosters nontraditional uses of FMECA-related data, but also adds some simple, yet powerful twists to standard FMECA-based activities.
- Integration of FMECA data and diagnostic data allows the analyst to directly tie the calculated diagnostics to the FMECA analysis.
- Analysis of the impact and the capability to diagnosis and remediate critical failures.
- Interoperability with reliability and spreadsheet tools through simple spreadsheet imports and exports.
- FMECA integration with diagnostic dependency model allows for easy FMECA updates as the design evolves and changes.
- Multiple customizable FMECA formats including support for traditional MIL-STD-1629A, SAE J1739 and other FMECA format.
FMECA Plus results can inform the development of Prognostics (PHM), Embedded Diagnostics, Run-Time Test Executives and IETM-hosted troubleshooting
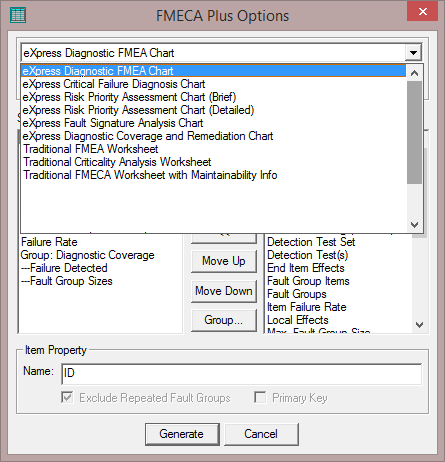
FMECA Plus Options dialog showing predefined eXpress FMECA Charts
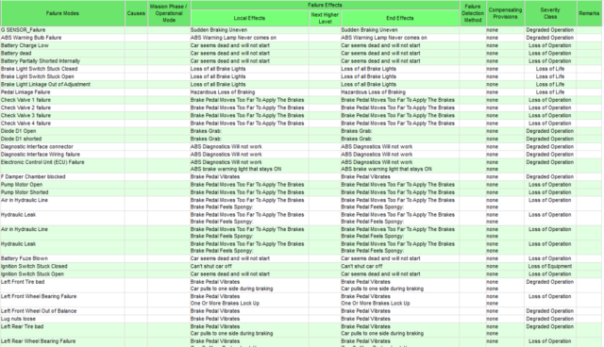
This is a typical example of the eXpress FMECA Plus “Critical Diagnosis Chart”
Notice the “auto-integration” with comprehensive Diagnostic Detail. The boxed rows identify a single replaceable item without the FUI that have a “Loss of Life” severity
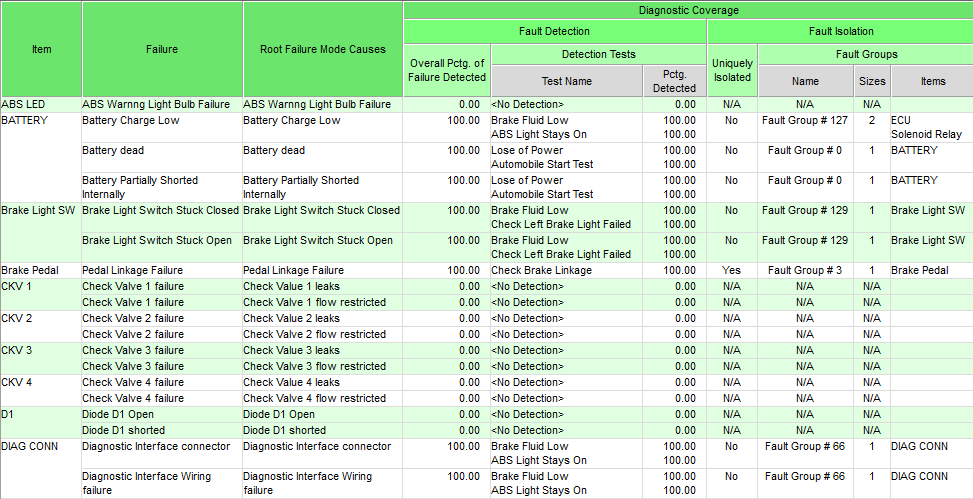
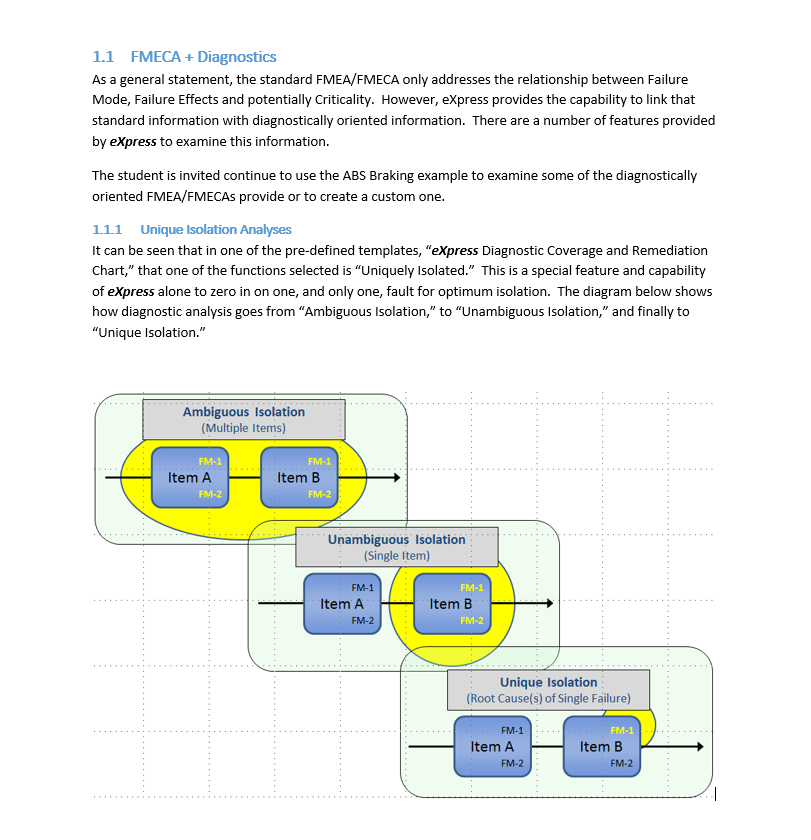
The “Unique Isolation of Failures” or “FUI”
The inherent FUI capability of eXpress FMECA Plus is an extremely advantageous metric that uncovers many troubling areas in a complex design that are otherwise buried in the delivered data package. Anytime we observe that the failure is expected to be isolated to a single replaceable item that has multiple failure modes, based on the diagnostic capability of on-board BIT, and we are unable to discern between which unique failure mode(s) were reported, then the corrective action errors on the side of being the most conservative. As such, operational aborts and a host of other diagnostically-inconclusive cost drivers arise that could have been otherwise averted.
Inherent to the eXpress FMECA Plus is the ability to identify every possible detail about the diagnostic capability of any failure contained within the fielded system. Understanding the ability to identify and consider the FUI will provide a tremendous opportunity to discover the diagnostic weaknesses in a complex system that otherwise appears wonderful with the delivery of any less-capable, traditional FMECA, FTA or Testability assessment product.
The value of the eXpress FMECA Plus and ISDD
The eXpress FMECA Plus is an “agile” product that can remain in constant association to the design throughout design development and the sustainment lifecycles. As such, it provides early and ongoing insight to the discovery of the diagnostic impact of the integrated designs comprising the complex system as a simple output from the captured expert diagnostic design knowledgebase. If the opportunity to discover the diagnostic deficiencies is dismissed for budget, timing, or whatever other reason may exist during design development, then the design development process opens the flood gates for NFFs to be commonplace.
NFF’s and False Alarms are symptoms of Diagnostic Engineering Weaknesses
Most every complex design has had to battle with this “design development shortcoming” prior to the past 6-8 years. But today, identifying the “diagnostic design integrity” (at any and all levels of any complex design) is reduced to merely an option. Imagine the ability, that during design development, having the capability to avoid diagnostically-driven NFF’s in their ENTIRETY!
False Alarms (FA) is a term used to categorize the inability to validate the accuracy of the “alarm-generating” “failure effects” that occurred during the “operation” of the “fielded product”, as interpreted and reported at the integrated system(s) level. Diagnostically-induced False Alarms are no longer a consequence of happenstance, but rather of choice.
Related Documents and links:
Synchronizing Reliability and Diagnostics Engineering
MIL-STD 1629A – FMECA Standard
Fault Tree Analysis Assessments
